Sylvan Australia
ARBS Refrigeration project excellence awards 2016- 189 The Northern Rd, Londonderry Nsw 2753
- 12-2-2016

Sylvan Australian, Australia’s largest mushroom spore producer, needed to replace their nearly 20-year-old glycol temperature control system used in the sterilization of grain for mushroom growth. The existing system, which used a gas-fired boiler to heat glycol to 120°C and an air-cooled chiller to cool it to 6°C, was costly to maintain and inefficient. They sought a new system that would reduce energy consumption and environmental impact.
The project, while ostensibly a straightforward chiller replacement, demonstrates innovative integration of the dry cooler in dual operating modes. The dry cooler’s efficiency is further enhanced with water spray systems to increase heat rejection in high ambient temperatures. The implementation of a custom-built, critically charged ammonia direct expansion chiller has resulted in notable energy savings and reduced production cycle times.
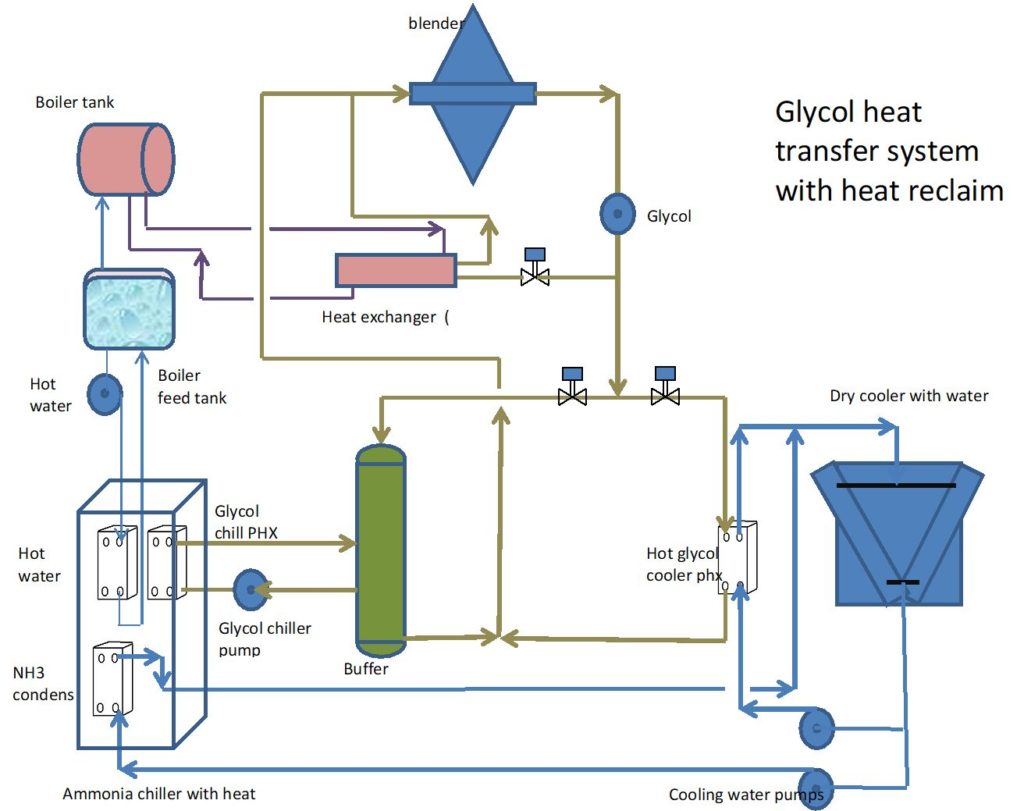
In Sylvan Australian’s system, glycol heated to 120°C warms the product in a rotating vat called the Blender. After heating, the glycol is cooled using a water-cooled brazed plate heat exchanger and a sealed closed-loop system to avoid contamination. A Guntner dry cooler with EC fans transfers heat to the air, reducing glycol temperature to 30°C. The glycol then moves to a 2000-liter buffer tank at 6°C, creating a cooling load for the chiller. Motorized valves and pumps manage the flow between cooling stages. The system also recovers heat from the ammonia chiller to warm water for the boiler and the grain’s moisture adjustment. The nickel braised plate heat exchanger absorbs heat from the ammonia compressors discharge line, by de superheating the ammonia discharger vapor and warming the water. The amount of heat that can be recovered starts off very high, but reduces as the water heats up in the warm water pipe work.
The ammonia chiller, designed by Strathbrook Industrial Services, is a critical charge system that produces chilled water/glycol from the evaporator and hot water from the heat recovery exchanger. It features a 105 kW cooling capacity at -2.5°C suction temperature and a variable heating capacity that increases as the water entering the heat recovery exchanger cools. The chiller is self-contained, with a dedicated control panel and power system, and is water-cooled using water from an air-cooled closed loop or dry cooler.
The refrigeration circuit includes a Direct Expansion (DX) ammonia plate heat exchanger and a Bitzer six-cylinder piston compressor, circulating 4.9 kg of anhydrous ammonia. The system incorporates a comprehensive safety setup, including ammonia leakage detection and safeguards for compressor, glycol, and water flow. The chiller is built to endure various weather conditions, equipped with removable panels for outdoor installation.
The Bitzer compressor is directly coupled to a 37 kW motor and operates at variable speeds ranging from 25 Hz to 50 Hz, with the potential to reach 60 Hz. It features an unloading cylinder head, controlled by a Danfoss pressure control, to adjust capacity by 33% and prevent short cycling during low load conditions. The compressor’s oil system is managed by a positive displacement pump and a Danfoss MP55A control, with a Traxon oil watch ensuring proper oil levels and feeding via a solenoid valve.
The discharge vapor from the compressor is directed through a steel pipe to an oil separator, which removes oil and recirculates it to the compressor. The remaining hot gas enters the heat recovery heat exchanger, where it heats water from the batching or boiler feed tanks. This exchanger initially acts as a condenser, but as the water temperature rises, its heat recovery capability diminishes. Any remaining vapor then passes to a secondary condenser, which completes the condensation process using cool water from the closed-loop cooler.
Liquid ammonia from the condenser flows through a series of valves and filters before reaching the liquid expansion valve station. The Danfoss ICM valve assembly at this station controls the flow of refrigerant into the evaporator, maintaining a superheat range of 4 to 10K. The evaporator’s pressure and gas temperature are monitored to regulate the refrigerant flow and ensure efficient heat exchange.
An oil recovery cycle is initiated every 20 minutes, drawing a mixture of oil and refrigerant from the evaporator to return to the compressor. The system includes various service access points, pressure gauges, and relief valves to monitor and maintain system pressure. An ammonia gas detector is also installed to detect leaks. Control is managed by a Danfoss pack controller, which adjusts the compressor speed based on suction and discharge pressures, with safety cutouts for high and low pressures.
Finally, the control panel, protected by a Perspex cover, features essential switches and an emergency stop button. It interfaces with a Danfoss VIP display for operational monitoring. In case of failure, an old chiller acts as a backup, activated by manually switching glycol hand valves and an electrical selector.
The production process involves heating glycol to approximately 120°C using a boiler to sterilize the product in a batch. After sterilization, the system transitions to cooling, with the control system redirecting glycol from heating to cooling. This hot glycol is then pumped to a plate heat exchanger situated outside the boiler room. Concurrently, the dry cooler system is activated, where cool water is circulated through the plate heat exchanger to cool the glycol and is then returned to the dry cooler.
The dry cooler, equipped with eight EC fans and a water misting system, maintains water temperature. The fans operate with stepless speed control, increasing speed as the water temperature rises. At maximum fan speed, the water misting system activates, spraying water into the air to enhance cooling through evaporative cooling. This system is particularly effective when the water temperature exceeds 27°C, enabling the cooler to maintain an exit water temperature of 25°C.
As the glycol temperature in the production room decreases to 30°C, the system switches to drawing glycol from a buffer tank, typically kept at 6°C by the chiller. The introduction of warmer glycol raises the buffer tank temperature, triggering the chiller to operate until the glycol temperature is reduced to 6°C or below. The chiller then cycles off once the desired temperature is achieved. When the product reaches its target temperature, the production glycol pump and the chiller cooling call are stopped.
In terms of performance comparison, the existing R22 air-cooled chiller has been compared to an R134a chiller, which is more common for similar applications since R22 is not viable post-2015. R134a in an air-cooled chiller typically has a higher temperature differential (TD) than water-cooled systems, resulting in reduced cooling capacity and Coefficient of Performance (COP) compared to R134a in water-cooled configurations. The comparison highlights the efficiency gains of using water-cooled systems over air-cooled ones for similar cooling applications.